详细资料
◆ 产品说明:
| 产品规格 | 齐全 | 产品数量 | 0 | 包装说明 | 捆装 | 价格说明 |
◆ 详情:

常见的热轧带钢质量缺陷?:结疤、气泡、表面夹杂、分层、裂纹、氧化铁皮、辊印、压痕、划伤、波浪、边裂、麻点。质量管理常用的统计方法有哪些?:常用统计方法有:直方图;排列图;因果图;相关图;管理图;调查图;分层法。铁素体轧制技术具有哪些优势?:降低加热能耗;提高金属收得率;降低吨钢轧辊消耗;提高带钢表面质量;后续时可不经冷轧;降低冷轧轧制力。质量管理的意义是什么?:质量管理的意义在于:提高产品质量;改善产品设计;加速生产流程;提高员工的工作热情和增强质量意识;产品后服务;提高市场的接受程度;降低经营质量成本;减少经营亏损;降低现场维修成本;减少责任事故。
无锡征图钢业有限公司
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即 成热轧酸洗板卷。(1)合理选材。对精密复杂模具应选择材质好的微变形模具钢(如空淬钢),对碳化物偏析严重的模具钢应进行合理锻造并进行调质热,对较大和无法锻造模具钢可进行固溶双细化热。
菱铁矿石的首要选矿法是焙烧磁选法和重选法。首要设备-破碎磨矿设备我国铁矿石破碎作业根本依照五种流程进行出产,一段破碎多是供自磨机磨矿用料,破碎粒度为35~mm或25~mm二段破碎、三段路破碎、三段闭路破碎和四段破碎多是供球磨机或棒磨机磨矿用料,破碎粒度为25~mm、2~mm、15~mm和12~mm。按破碎产品粒度分为粗碎、中碎和细碎三种破碎设备。粗破碎机选用颚式破碎机或旋回破碎机。
4.2喷(抛)射磨料为了达到理想的除锈效果。应根据方管表面的硬度、原始锈蚀程度、要求的表面粗糙度、涂层类型等来选择磨料。对于单层环氧、二层或三层聚乙涂层。采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用。而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为40~50HRC。钢砂的硬度为50~60HRC可用于各种钢表面。即使是用在C级和D级锈蚀的钢表面上。除锈效果也很好。
(2)模具结构设计要合理,厚薄不要太悬殊,形状要对称,对于变形较大模具要掌握变形规律,预留余量,对于大型、精密复杂模具可采用组合结构。
(3)精密复杂模具要进行预先热,消除机械过程中产生的残余应力。
(4)合理选择加热温度,控制加热速度,对于精密复杂模具可采取缓慢加热、预热和其他均衡加热的方法来减少模具热变形。
(5)在保证模具硬度的前提下,尽量采用预冷、分级冷却淬火或温淬火工艺。
(6)对精密复杂模具,在条件许可的情况下,尽量采用真空加热淬火和淬火后的深冷。
(7)对一些精密复杂的模具可采用预先热、时效热、调质氮化热来控制模具的精度。
(8)在修补模具砂眼、气孔、磨损等缺陷时,选用冷焊机等热影响小的修复设备以避免修补过程中变形的产生。
另外,正确的热工艺操作(如堵孔、绑孔、机械固定、适宜的加热方法、正确选择模具的冷却方向和在冷却介质中的运动方向等)和合理的回火热工艺也是减少精密复杂模具变形的有效措施。
这里有两种不同的情况,低流速时,漩涡在浅水发展,随着排出速度的增加而增大;在高速时,临界深度随着排出的增加略有下降。人们熟知,对钢铁生产有影响的是后一种情况。漩涡现象的特征可归纳如下:容器直径几乎没有影响;随着出流口直径的增加,漩涡在更浅的水深发展;随着容器内初始环流的增加,临界深度增大;偏心水口减轻了漩涡;炉渣相使漩涡扩大。为防止炉渣携带进行了许多努力,这包括炉渣侦测系统和破涡器的发。对漩涡提出如下建议:修改出流口、使用固定或漂浮的碟或球效果不明显;水口附近的流动隔板能有效阻止漩涡的形成;临时关闭水口似乎不能有效地漩涡;喷气体可延迟漩涡的形成。
不锈钢用作建造新的建筑物和用来修复历史名胜古迹的结构材料已有7多年了。早期的设计是按照基本原则进行计算的。今天,设计规范,,美国土木工程师学会的标准ANSI/ASCE-8-9"冷成型不锈钢结构件设计规范"和NiDI与EuroInox联合出版的"结构不锈钢设计手册"已简化了使用寿命长,完整性好的建筑用结构件的设计。未来展望由于不锈钢已具备建筑材料所要求的许多理想性能,它在金属中可以说是的,而其发展仍在继续。
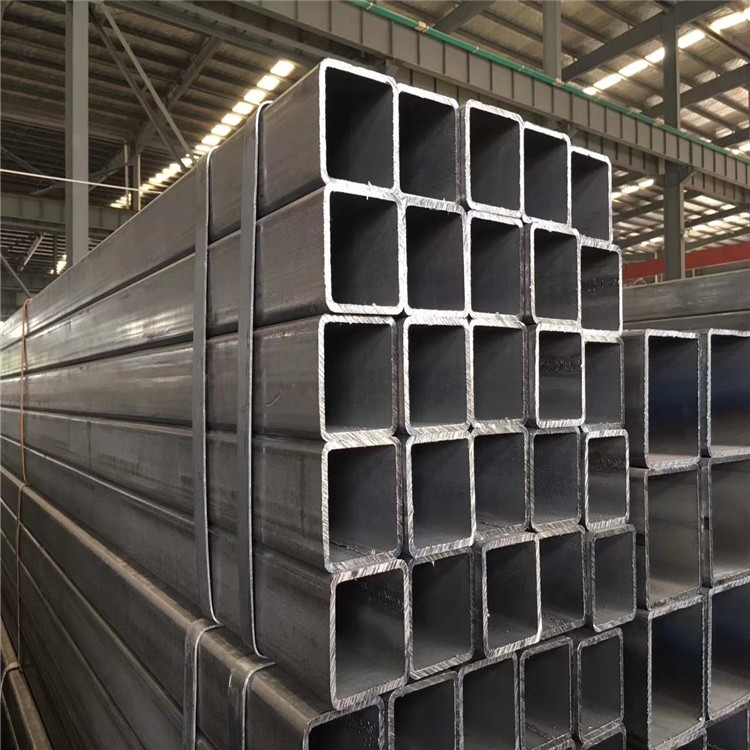
产品图片






相关产品
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。建材网对此不承担任何保证责任。